- 质地和产品的一致性对客户而言至关重要-在制造中,粘度是确保质地和产品感一致性的相关参数。
- 捕获和处理的数据 Rheonics 粘度计可帮助您显着减少变化,从而提高固体保留率,从而提高产量。
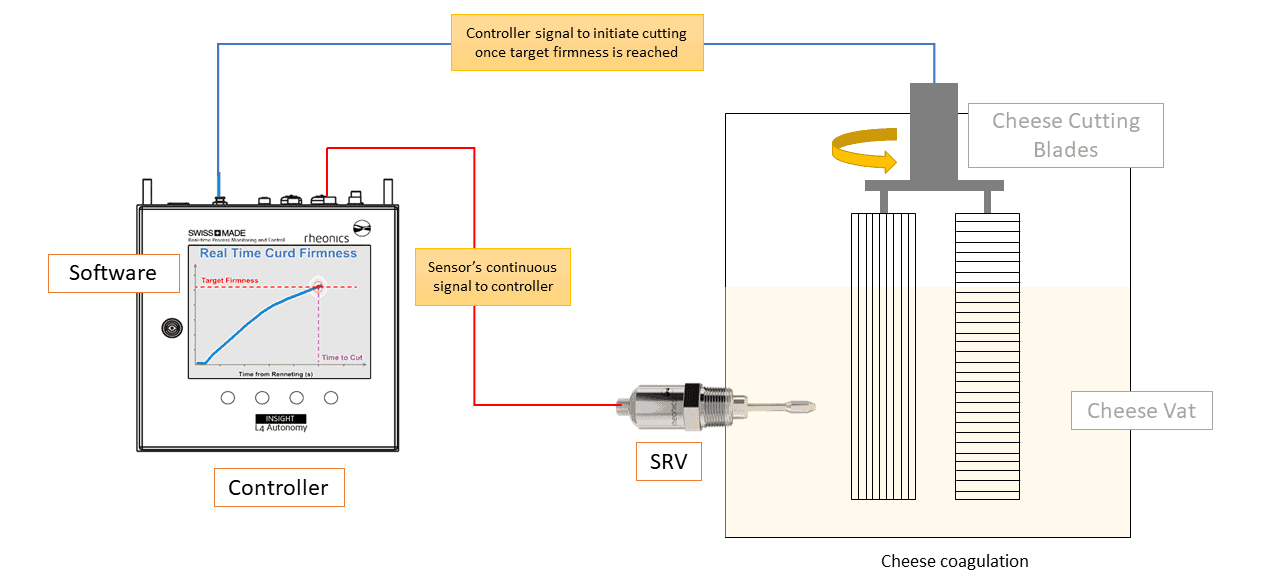
- 硬度动力学和牛奶凝胶硬度在奶酪制造商的眼前实时绘制,以便快速分析、快速反应并最终自动切割凝胶。

介绍
奶酪是世界许多地方的主食。 消费者非常看重口感和质地。 增加质地的重要性的是它与高调队友互动的复杂方式:味道、香气和风味。 随着竞争的加剧,人们越来越重视生产效率和产品质量,使用过程控制来实现这些目标变得越来越普遍,从而带来诸如提高产品质量、减少浪费、降低材料和能源成本、优化加工等好处时间和更大的流程灵活性。
奶酪制作是一个高度标准化的过程,在此过程中,通过酪蛋白的酶促失稳形成凝乳,将牛奶转化为各种类型的奶酪。 然而,该过程的规模因生产商而异。 奶酪可以在大型商业乳制品厂的罐中制造,罐子装满整个房间,在工匠的小桶中巧妙地制作,或在住宅车库的大锅中制作。 无论规模如何,准确的切割时间确定对于所生产奶酪的质量和数量都极为重要。
在乳制品加工中,最终产品的质量在很大程度上取决于所用原材料的质量、所用成分的类型和特性以及所使用的加工方法和技术。 原材料可能会因季节性波动(如牛奶)而变化,使用传感器在线实时确定过程的动态状态具有特殊优势。
应用领域
奶酪被定义为通过牛奶凝固并随后分离构成牛奶凝固物的液相和固相而获得的新鲜或成熟的产品,分别称为乳清和凝乳。 凝乳被进一步加工成奶酪。 牛奶凝胶的形成和将凝胶切割成凝乳颗粒以分离乳清是奶酪制作中的两个主要单元操作。 凝胶形成的第一步包括酪蛋白胶束胶体不稳定,这是由于凝固剂对保护性 k-酪蛋白毛状涂层进行了化学改性。 第二步是将不稳定的酪蛋白胶束聚集形成凝胶网络。 酪蛋白胶束的进一步交联导致形成坚固的凝胶。
对于大多数奶酪类型,乳清和凝乳分离不会自发发生,需要将凝胶切成小方块(凝乳颗粒)。 该操作增加了凝胶表面/体积比,允许乳清在凝乳颗粒收缩时逸出。
凝乳中乳固体的保留率很大程度上取决于凝胶的切割硬度。 与总奶酪产量相反,固体保留率或“桶产量”具体衡量凝固步骤的性能,并代表凝固和凝胶切割步骤将牛奶转化为奶酪凝乳的效率。
凝血监测oring
牛奶凝固过程,特别是在奶酪生产过程中,受到了极大的关注。 实时估计凝乳凝固和预测切割时间对于奶酪制作过程中的牛奶凝固控制至关重要。 牛奶成分和凝固条件的变化对凝乳的硬度产生重大影响,从而缩短时间。
规模较小的工厂往往有更灵活的生产计划,这有助于增加凝固过程持续时间的可变性。 相反,大型工厂自动化程度高,生产方案编程完美,经常防止切割时间修改。 他们求助于牛奶标准化进行控制。 但遗憾的是,加工条件变化和人为失误的风险总是存在的,这可能会因大规模生产序列而导致重大的经济损失。
在线传感器监视器oring 凝乳的凝固和硬度的演变可以提供实时信息,使操作员能够采取适当的措施,最大限度地减少脂肪和细粉的损失。
什么是“切割时间”,为什么切割时间如此重要?
在奶酪制作中,当凝固物变得足够坚固以形成离散的颗粒时,需要将其切割,从而排出乳清而不会碎裂。 出于这个原因,凝乳切割的时刻发生在比凝胶化点晚一些的时间。 这意味着需要在凝胶形成时测量凝胶的牢固度,直到它准备好脱水为止。
当聚集的蛋白质形成坚固的凝胶时,凝固就完成了。 这一点被称为“切割时间”,或凝胶必须被切割以将凝乳与液体乳清分离的阶段。 当凝胶被切割时,它会经历脱水收缩,这是一个排出液体乳清蛋白的过程。 当脱水收缩完成时,最终产品是悬浮在液体乳清中的凝乳颗粒。
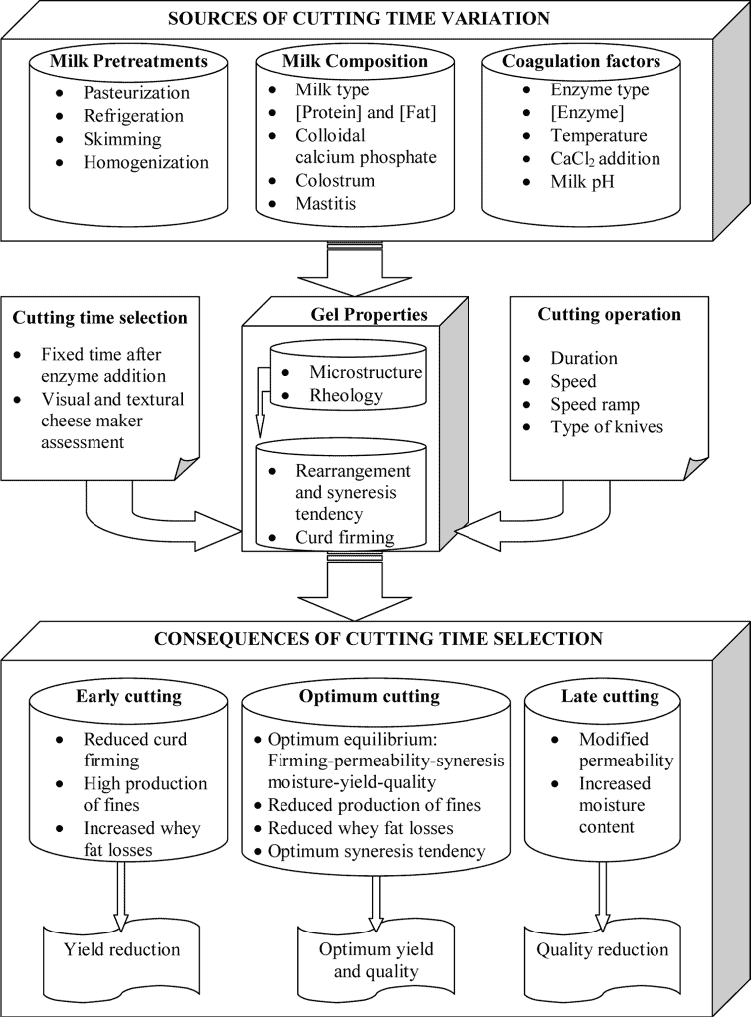
切割时间 (CT) 的选择取决于凝胶的流变学和微观结构特性,例如凝结物的硬度和重排能力,而这又取决于凝结因子、牛奶成分和牛奶预处理。
因此,CT 的选择极大地影响了奶酪和乳清脂肪损失的水分、产量和质量。 切割和搅拌速度也会对凝乳颗粒大小和/或乳清在排水时的脂肪损失产生显着影响。 在恒定的切割和搅拌速度下,过早切割凝胶会增强切割和搅拌操作对凝乳颗粒的机械影响,从而增加凝乳细粉和乳清脂肪损失,降低奶酪产量。
相比之下,延迟 CT 往往会对奶酪产量产生相反的影响。 但是,过度延迟切割也会产生过于坚固的凝胶,无法塌陷,从而增加凝乳的水分含量。 过多的水分含量会导致产量“虚假”增加,并可能改变成熟过程,从而影响奶酪质量。 有缺陷的 CT 选择在产量和质量方面的经济影响尚未得到严格报告。
参考:奶酪制作中的切割时间预测方法,M Castillo (2006)
“传统”切削时间选择程序概述
无论奶酪的生产商规模和类型如何,牛奶凝胶切割步骤可能是奶酪制作过程中控制最少的步骤,奶酪总产量的很大一部分取决于这一关键步骤。 奶酪制造商需要一种仪器来准确、实时地测量凝固牛奶的硬度,以便在正确的时间做出正确的决定。 早期的技术涉及移动柱塞或隔膜,以感知凝固物对运动的阻力。 然而,它们的缺点是运动往往会在凝胶形成时破坏凝胶,从而干扰凝胶弹性的测量。 虽然这些设备被证明对奶酪制作的研究非常有用,但由于它们的尺寸、集成困难和在奶酪桶中的侵入性,它们的使用仅限于实验室工作。
在实践中,凝胶通常在一个 预定反应时间 已经过去或根据操作员基于对质地和视觉凝胶特性的主观评估的判断。 这是一种非常普遍的做法,但其可靠性值得怀疑,因为有许多因素会改变凝乳的硬度和凝胶的微观结构,从而改变最佳切割时间。
许多奶酪制造商求助于 手指触诊,一种具有已知缺点的技术,例如无法实时进行测试和缺乏经验丰富的奶酪制造商。 一种也是主观的而非定量的方法。 然而,上述方法根据测试者的判断为可变性留下了很大的余地。 随着乳制品行业的发展和奶酪制造开始在更大的生产设施中进行,很明显应该开发一种更科学和标准化的方法来确定切割时间。
另一种可能是依靠切割凝乳 实证检验. 奶酪制造商可以根据经验选择具有惊人一致性的切割时间,但肯定无法通过经验检验方法进行优化。
大多数非破坏性系统测量 某些物理特性的电导率变化 例如电流、热、超声波或电磁辐射。 牛奶凝固期间电导率增加 0.5-1%,但这oring 该技术存在一些明显的局限性,例如电导率温度系数大以及原始牛奶电解质与测量之间可能存在干扰。 热导传感器检测从“热线”到周围牛奶的对流热传递的变化,这些变化是由凝固过程中粘度的变化引起的。
热线传感器 已被证明可以非常准确地测量凝胶点,但在预测凝乳切割点方面不太准确。 粘度在聚集开始和视觉凝固开始之间呈指数增加,这使得热线不太适合测量凝胶刚度。 热线不适用于可变蛋白质环境,因为蛋白质对凝乳凝固率有很大影响,但对凝胶开始形成的时间影响很小,这是热线测量的。
由于缺乏严格的 CT 表征以及牛奶蛋白质含量的常见变化,迫使现代奶酪工厂对牛奶的蛋白质含量进行标准化,以试图控制凝固、凝胶固化、凝乳脱水收缩、奶酪产量和产品质量。 在七十多年的时间里,人们提出了多种不同的监测技术oring 牛奶凝固和凝乳凝固,这清楚地表明传统方法还不能完全满足工业对CT选择的要求。
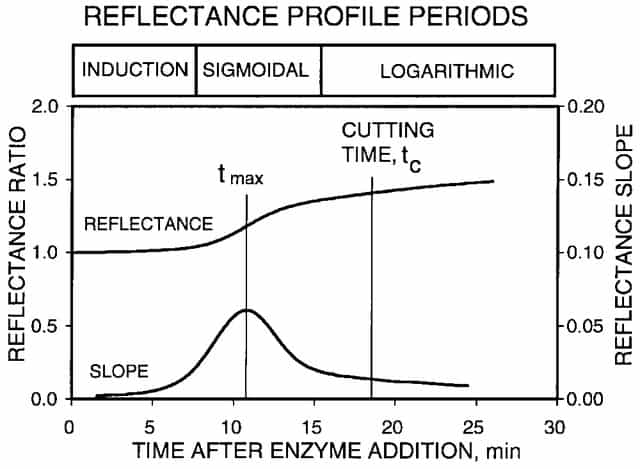
光学方法:白软干酪培养过程中漫反射率的变化
光粒子与物质粒子相互作用,之后光粒子可能会改变方向或经历部分能量损失或获得,称为“光散射”。 这种强度可以根据与光相互作用的材料而变化,因此对光散射的解释有很多应用。 其中一个应用是在奶酪制作过程中,因为已经成功开发了几种光学方法来监测凝固并预测某些奶酪的切割时间。 光从胶束向各个方向散射,因此蛋白质几乎没有吸收。
在监控的情况下oring 凝固或 使用光散射预测切割时间,有几个不同的因素在起作用。 首先,如上所述,光从牛奶中的胶束向各个方向散射。 然而,在奶酪制作过程中,添加酶后胶束开始变性和聚集。 变性胶束的光散射要强烈得多。 因此,这种光相互作用的特性可用于量化凝固物的硬度。
由于切割时间是基于模型选择的,因此实际和预测的切割时间之间总是存在一些不匹配。 在处理成分和成分的变化时,可能总是需要提出一个新的、更适合的模型来进行可靠的预测,因为这种方法不是直接的。 需要根据漫反射曲线和切割时间生成参数之间的相关性,以开发用于预测切割时间的算法。 使用间接方法总会存在相关的测量误差。
乳品加工业中用于质量控制和在线过程测量的粘度
对奶酪制作过程影响最大的是过程中使用的牛奶的特性。 特别是牛奶蛋白质对奶酪的质量非常重要,其结果高度依赖于这些蛋白质的结构和相互作用。 牛奶成分的变化会以多种方式影响奶酪的味道和质地。 为此,奶酪制作过程中的牛奶成分高度标准化,以根据所需的特定牛奶类型实现均匀的脂肪与蛋白质比例。
牛奶季节性的影响被其他不受控制的变量(热处理、温度、pH 值和凝乳酶类型)混淆。 这显示了在线测量的价值,因为由于许多变量的交互作用,无法通过离线测量预测商业奶酪制作情况下的凝乳硬度。
用于连续制造的在线过程测量,以提高产量、安全性和生产力
随着奶酪制造变得越来越机械化和食品安全问题变得更加重要,商业奶酪工厂开始围绕一系列封闭的大桶进行操作,奶酪制造商手动评估凝胶强度的机会越来越少。 现代工厂的运营规模,加上对质量控制的要求不断提高,导致人们对在线监测凝乳形成的系统产生兴趣。 此外,一组奶酪桶的同时运行需要一个基于时间的循环,所有桶按顺序填充和清空,以帮助从进料/巴氏杀菌设备中获得相当连续的牛奶流。 因此,非常需要一种用于测量凝乳形成的在线设备,但它需要非侵入性且可就地清洁。 使在线过程测量极其有价值的两个关键原因:
- 连续生产: 为了支持工业中的机械化过程并能够轻松地扩展生产过程,奶酪制造商需要可靠的过程仪表,为他们提供实时洞察力,以便能够快速适应。 纠正措施的自动化和减少人工干预的需要提高了安全标准并增加了操作的可靠性。
- 食品加工安全卫生标准: 迫切需要摆脱手动测量,这可能会影响监管规范和客户对卫生的期望。 在线测量设备需要配备卫生过程连接,必须易于清洁并且与 CIP/SIP 兼容。


工业奶酪桶(来源 – TetraPak)
用于切割时间的在线粘度计
乳制品加工中涉及的典型制造过程,如热循环和机械操作(搅拌、过滤、捏合、压缩等)会显着改变流变特性,进而改变最终产品的特性。 为了控制制造过程,必须首先识别并测量表征过程当前状态的质量或参数。 粘度是凝固牛奶的一个关键物理特性,它可以更深入地了解分子水平上究竟发生了什么,分子水平通常很好地表征一个过程的状态,无论是单独的还是与其他物理和化学特性相结合。
与其他在线测量方法(例如热线法和光学方法)相比,粘度表征是一种直接方法——无需依赖预测模型或估计。 外形小巧、易于安装、符合卫生标准且易于与工业 PLC 系统集成的在线粘度计为乳制品制造商准确计时奶酪切割提供了重要价值。
不仅仅是为奶酪制造商缩短时间确定
生产的奶酪需要具有始终如一的高质量和严格的原材料规格,这些原材料的成分或物理特性可能会有所不同。 消费者希望产品具有合适且一致的质地——一种受粘度影响的特性。
综上所述,在线粘度测量和控制可以通过以下主要方式为奶酪生产过程控制提供一种有效且有益的手段:
- 检测混合、均质和凝固过程的终点: 在凝结过程中,表征粘度有助于确定稳定性和终点。 在均化过程中,随着液滴尺寸的减小,制剂的粘度将显着增加。 因此,这种增加的量将是乳液质量的良好指标。 莫尼特oring 在线粘度可以根据需要手动或自动调整搅拌强度、转速和其他加工变量。
- 更好的配料管理和处理: 浓度与粘度有很强的相关性。 因此,粘度信息可以有效地用于预测或交叉检查
由于这些原因,使用在线粘度计获得的粘度测量值可以提供出色的QC基准,并确保过程和最终产品的QA / QC。
乳品厂粘度测量和工艺挑战
乳制品加工中的工程师和工厂操作员意识到需要进行粘度测量并通过适当的纠正措施进行干预,以推动高质量和一致的产品流变性。 但是,这些年来,进行这些测量一直是他们的挑战。
离线抓取样本根本不可靠,不适合乳制品行业
monit的oring 过程中流体的粘度通常意味着从储罐或管道中采集流体样品,并将样品带到实验室,在实验室粘度计或流变仪上测量其流变特性。 根据调查结果,必须告知过程操作员流体是否达到所需粘度,或者如果需要采取进一步行动,则必须在干预后进行新的测量。 该系统被称为离线或手动控制,有几个明显的缺点——它既耗时又经常不准确,即使对于经验丰富的操作员也是如此。 大多数情况下,结果为时已晚,无法保存批次。
替代方法是使用在线粘度计,该粘度计将在整个过程中连续监控过程流体的粘度。 该仪器提供一个输出信号,如果显示该信号,则可为操作员提供控制过程的必要信息。 另外,粘度计的输出连接到PLC(可编程逻辑控制器)/ DCS(数字控制系统)以进行自动过程控制。
常规粘度计的问题 用于内联安装
传统的粘度计会遇到与管道和储罐混合装置中的流体流动有关的问题。 通常,粘度计在湍流中不能正常工作。 旋转仪器只能在一定的最大流量下运行。 对于压降粘度计,必须控制流量。 通过在线安装粘度计并调节样品流量以适合仪器,可以避免与流量相关的问题。 仪器响应时间可能与流动条件有关,因为要有效控制需要足够的样品更新率。 在储罐安装的情况下,希望将仪器放置在相邻流体代表过程流体总体状态的位置,并避免“死区”。 在过程环境中使用的仪器必须坚固耐用,并且能够抵抗可能遇到的任何腐蚀性材料,尤其是在清洁过程中。
Rheonics' 凝血监测解决方案oring 在奶酪生产中
在食品加工过程是连续的情况下,在线传感(实时确定过程的状态)是解决该问题的理想方法。 对于有用的应用,传感器必须满足多项要求,例如与工厂监控器连接的能力oring/控制系统,无论流量或环境条件如何,都可以进行稳健的测量,具有随时间和温度变化的清洁性和稳定性。
Rheonics 随着过程控制技术的发展,食品行业的过程控制传感器有可能提高过程自动化水平,并使工厂工程师能够实现数字化、过程数据实现和长期行动计划、数据的最大效益。基于维护和可靠性计划以及奶酪产品质量、产量和一致性方面的高可重复性。
粘度和密度计
- 一致 粘性 测量: Rheonics和 SRV 是一种范围广泛的在线粘度测量设备,能够实时检测任何工艺流中的粘度变化。
- 一致 粘度和密度 测量: Rheonics和 SRD 是一种在线式同时密度和粘度测量仪器。 如果密度测量对您的操作很重要,则SRD是满足您需求的最佳传感器,它具有类似于SRV的操作能力以及精确的密度测量。
这些仪器在软件面板上提供输出信号和读数,如果显示,则为操作员提供控制过程所需的信息。 或者,也可以将输出发送到自动过程控制器。 集成控制系统可以有效地使用生产线中的粘度/密度信息。
在乳制品制备生产线中使用 SRV 可提高生产率、利润率并实现监管合规性。 Rheonics 传感器具有紧凑的外形,可实现简单的 OEM 和改造安装。 它们需要零维护或重新配置。 无论安装方式或位置如何,传感器都能提供准确、可重复的结果,无需特殊的腔室、橡胶密封件或机械保护。 SRV 和 SRD 不使用任何消耗品,也不需要重新校准,操作极其简单,从而导致生命周期运行成本极低。
在牛奶凝固过程中,一旦凝乳达到最佳弹性以确保固体的高保留率,就会向自动化系统发送信号以开始切割步骤。

Rheonics 解决方案比基于热线或光散射的技术更有优势,这两种技术都可以预测切割时间,而无需测量实际的硬度。 和 Rheonics,以正确的硬度精确地进行凝胶切割,您将获得最高的乳固体保留率。 换句话说,您将获得最高产量的奶酪。
- 过程控制仪器位于大桶附近(但位于外部),可准确实时地测量乳凝块的硬度。
- 在奶酪制造商的眼前实时绘制硬度动力学图,以便快速分析、快速反应并最终实现自动凝胶切割。
- 直接测量牛奶凝胶的硬度,并在达到最佳硬度时自动触发凝胶切割。
- 对工厂振动的高抗扰度、易于清洁(优化 CIP/SIP 系统)和低维护要求,并且没有移动部件
一旦建立了过程环境,通常不需要付出什么努力来维持系统的完整性一致性——操作员可以依赖于严格的控制 Rheonics 乳制品生产质量管理解决方案。 实现更高的质量、增加产量、减少损失并减少产品降级。
Rheonics' 优势
紧凑的外形,无活动部件,无需维护
RheonicsSRV 和 SRD 的外形尺寸非常小,适合简单的 OEM 和改装安装。 它们可以轻松集成到任何流程中。 它们易于清洁,无需维护或重新配置。 它们占地面积小,可在任何生产线中进行内联安装,从而避免任何额外的空间或适配器需求。
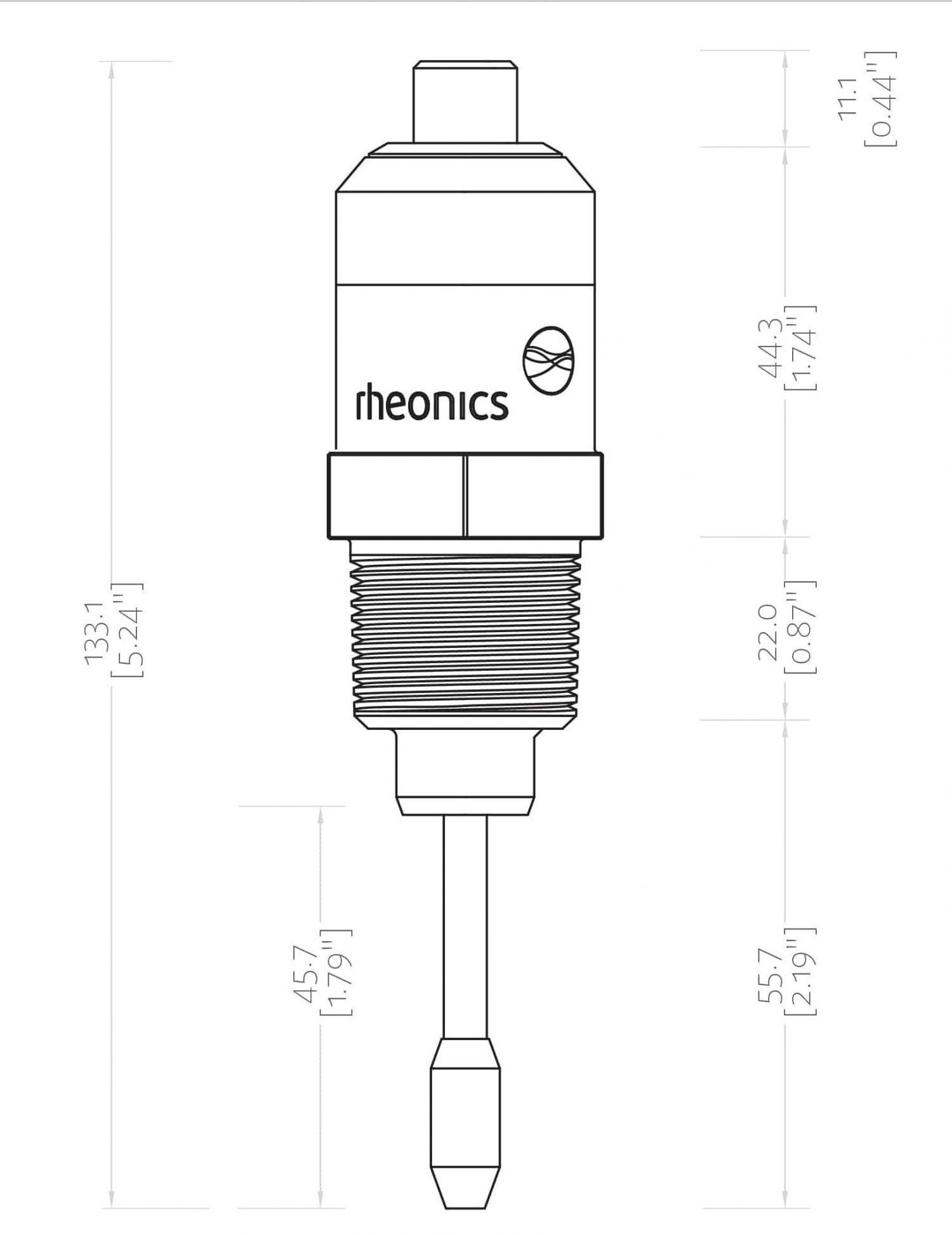 SRV-NPT尺寸
SRV-NPT尺寸 SRV- Triclamp 尺寸
SRV- Triclamp 尺寸卫生设计
Rheonics SRV 和 SRD 可用于 tri-clamp 除定制过程连接外,还提供 DIN 11851 连接。
 SRV-DIN 11851
SRV-DIN 11851  SRV- Triclamp
SRV- Triclamp根据美国FDA和EU法规,SRV和SRD均符合食品接触合规性要求。
高稳定性,对安装条件不敏感:可以进行任何配置
Rheonics SRV和SRD采用独特的专利同轴谐振器,其中传感器的两端以相反方向扭转,抵消了安装上的反作用扭矩,从而使它们对安装条件和流量完全不敏感。 传感器元件直接位于流体中,没有特殊的外壳或保护笼要求。
 安装-坦克
安装-坦克即时准确的质量读数——完整的系统概览和预测控制
Rheonics'软件功能强大、直观、使用方便。 可以在集成 IPC 或外部计算机上监控实时过程流体。 遍布整个工厂的多个传感器通过单个仪表板进行管理。 泵送的压力脉动对传感器操作或测量精度没有影响。 无振动影响。
易于安装,无需重新配置/重新校准–零维护/停机时间
万一传感器损坏,请更换传感器,而无需更换或重新编程电子设备。 传感器和电子设备的直接更换,无需任何固件更新或校准更改。 安装方便。 提供标准和定制过程连接,如 NPT、 Tri-Clamp、DIN 11851、法兰、Varinline 和其他卫生连接。 没有特殊的室。 易于拆卸以进行清洁或检查。 SRV 还适用于 DIN11851 和 tri-clamp 连接方便安装和拆卸。 SRV 探头采用气密密封,可进行原位清洁 (CIP),并支持使用 IP69K M12 连接器进行高压清洗。
Rheonics 仪器配有不锈钢探头,并可选择为特殊情况提供保护涂层。
低功耗
正常工作期间消耗的电流小于24 A的0.1V DC电源。
快速响应时间和温度补偿粘度
超快且强大的电子设备与全面的计算模型相结合,使 Rheonics 设备是业内速度最快、用途最广、最准确的设备之一。 SRV 和 SRD 每秒提供实时、准确的粘度(以及 SRD 的密度)测量,并且不受流量变化的影响!
广泛的运营能力
Rheonics' 仪器专为在最具挑战性的条件下进行测量而设计。
SRV 可用于 在线过程粘度计的市场上最广泛的操作范围:
- 压力范围高达5000 psi
- 温度范围为-40至200°C
- 粘度范围:0.5 cP至50,000 cP(及更高)
SRD:单仪器,三功能 –粘度,温度和密度
RheonicsSRD 是一款独特的产品,可替代三种不同的粘度、密度和温度测量仪器。 它消除了同时放置三种不同仪器的困难,并在最恶劣的条件下提供极其准确和可重复的测量。
就地清洁(CIP) 和就地灭菌(SIP)
SRV(和 SRD)通过 monit 监控流体管路的清理情况oring 清洁阶段清洁剂/溶剂的粘度(和密度)。 传感器会检测到任何细小的残留物,使操作员能够决定管线何时清洁/适合用途。 或者,SRV(和 SRD)向自动清洁系统提供信息,以确保运行之间进行全面且可重复的清洁,从而确保完全符合食品生产设施的卫生标准。

卓越的传感器设计和技术
先进的专利电子设备是这些传感器的大脑。 SRV 和 SRD 可采用行业标准过程连接,例如 11851/XNUMX” NPT、DIN XNUMX、法兰和 Tri-clamp 允许操作员用 SRV/SRD 替换生产线中的现有温度传感器,除了使用内置 Pt1000(可用 DIN EN 60751 AA、A、B 级)精确测量温度之外,还提供粘度等非常有价值且可操作的过程流体信息。
满足您需求的电子产品
传感器电子装置既可以在变送器外壳中使用,也可以在小尺寸DIN导轨安装中使用,从而可以轻松集成到生产线和机器内部的设备柜中。


易于整合
传感器电子设备中实现了多种模拟和数字通信方法,从而使与工业PLC和控制系统的连接变得简单明了。
模拟和数字通讯选项

可选的数字通讯选项



SAP系统集成计划实施
将传感器直接安装在您的桶中以进行实时粘度和密度测量。 无需旁通管路:传感器可以在线浸入; 流量和振动不影响测量的稳定性和准确性。 通过对流体进行重复、连续和一致的测试来优化混合性能。
Rheonics 仪器选型
Rheonics 设计、制造和销售创新的流体传感和监测oring 系统。 瑞士精密制造, Rheonics' 在线粘度计和密度计具有应用所需的灵敏度以及在恶劣操作环境中生存所需的可靠性。 即使在不利的流动条件下,结果也稳定。 不受压降或流速的影响。 它同样非常适合实验室中的质量控制测量。 无需更改任何组件或参数即可在全范围内进行测量。
建议的应用产品
- 粘度范围广–监控整个过程
- 在牛顿和非牛顿流体,单相和多相流体中均可重复测量
- 密封,所有不锈钢316L润湿部件
- 内置流体温度测量
- 紧凑的外形尺寸,易于在现有生产线中安装
- 易于清洁,无需维护或重新配置
- 单一仪器,可进行过程密度,粘度和温度测量
- 在牛顿和非牛顿流体,单相和多相流体中均可重复测量
- 全金属(316L不锈钢)结构
- 内置流体温度测量
- 紧凑的外形尺寸,易于在现有管道中安装
- 易于清洁,无需维护或重新配置